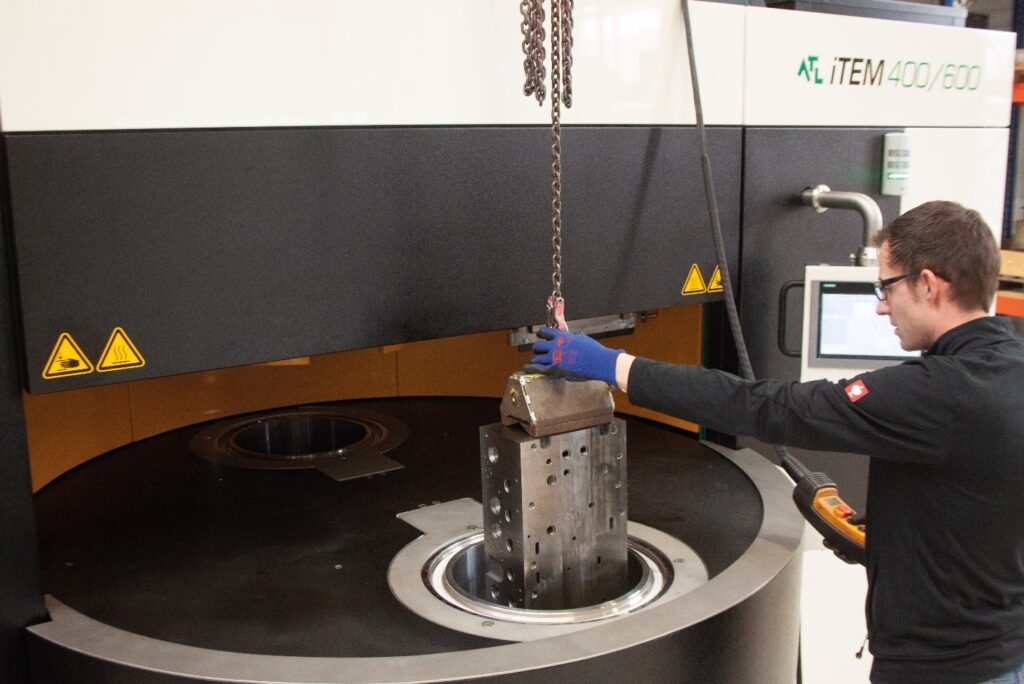
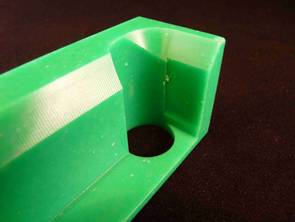
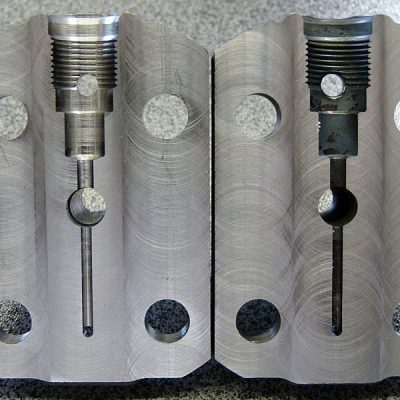
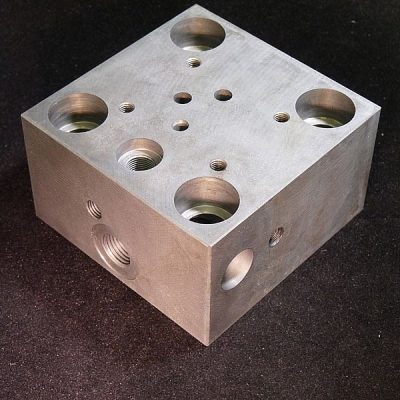
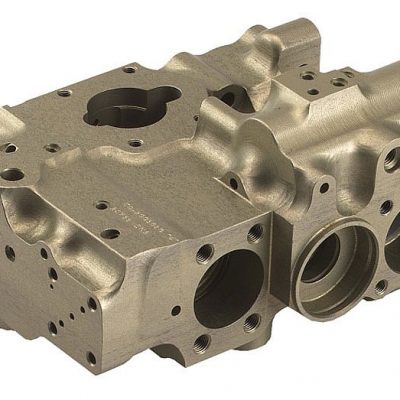
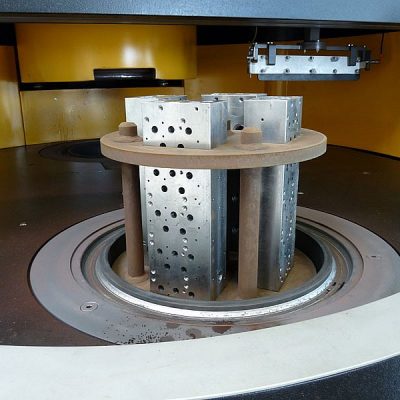
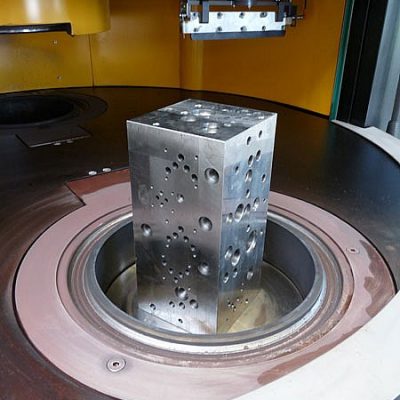
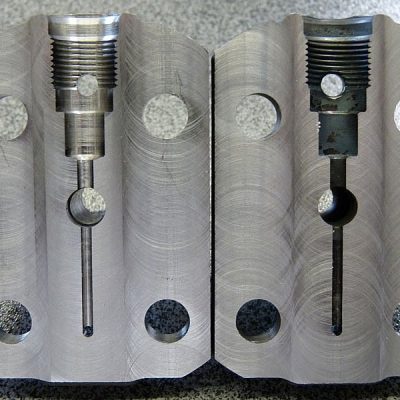
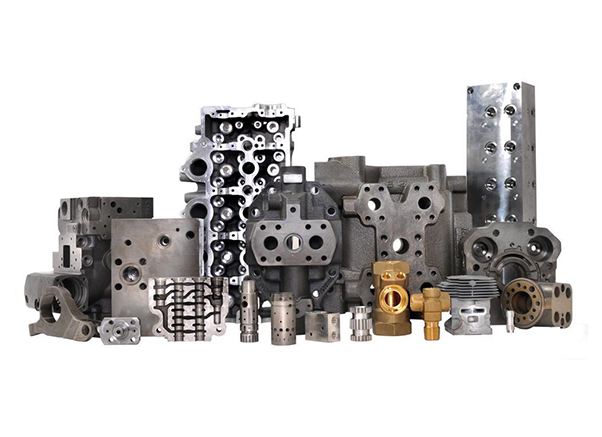
With smaller components, the process reaction can cause the workpieces to collide with one another and become damaged. To avoid this, the components are held in fixtures and fixed in place. Larger components, such as hydraulic blocks, can usually be processed without a fixing device.